

Perfect for small and medium quantities
AST GmbH cracking and assembly modules have been specially developed for the cracking and assembly of connecting rods in small and medium quantities.
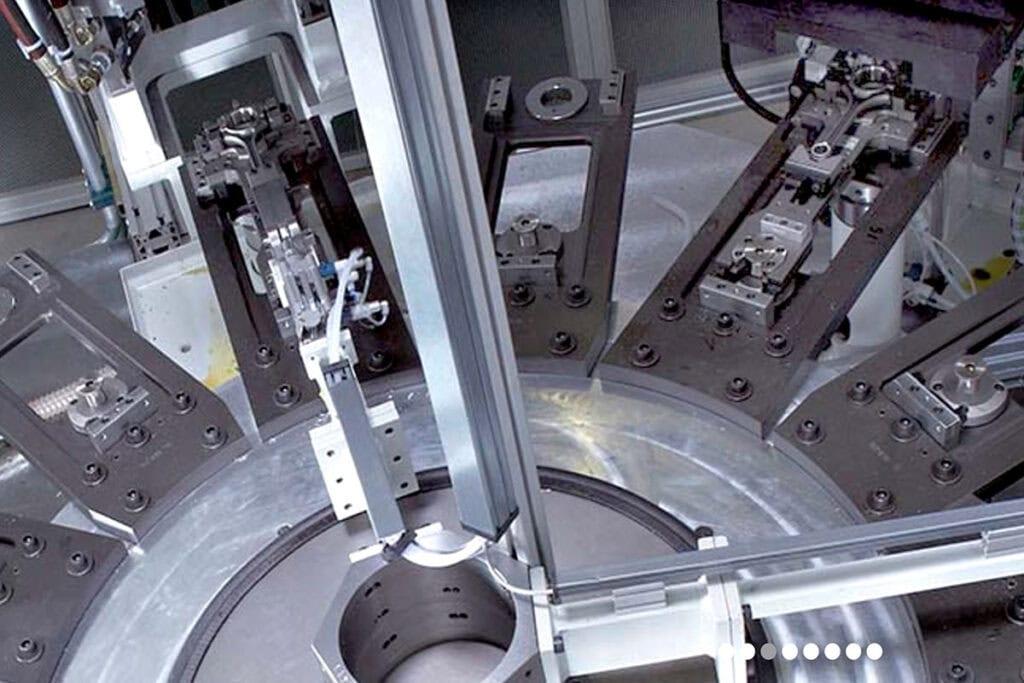
Thanks to their modular design, the manually loaded modules enable any process sequence. The same technologies and devices are used within the modules as in the fully automatic AST rotary transfer machines.
Lasering
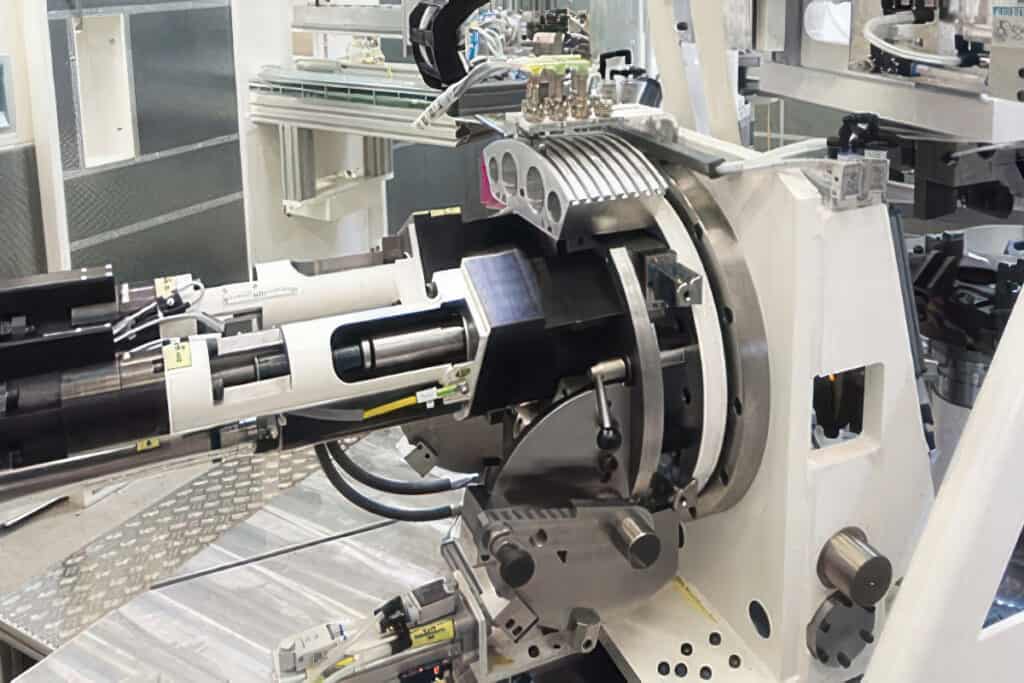
In the laser station, two fracture notches (laser notches) are made in each bearing cap using a laser lance. The bearing caps are processed sequentially, with the laser lance first processing one side of the bearing cap as it moves forwards through the crankcase and the opposite side as it moves backwards.
In the laser station, two fracture notches (laser notches) are made in each bearing cap using a laser lance. The bearing caps are processed sequentially, with the laser lance first processing one side of the bearing cap as it moves forwards through the crankcase and the opposite side as it moves backwards.
he state-of-the-art laser we use guarantees a uniform laser notch and therefore a very good and consistent breakage quality.
The prerequisite for a precise break is the quality of this previously introduced predetermined breaking point or notch. Today, NC-controlled lasers are predominantly used to produce this notch. The latest generation of fiber lasers are used in AST machines.
Cracking
The separating device is the quality-determining element in every cracking and assembly machine. Thanks to our decades of experience and our high-speed cracking device, we have the right solution for every connecting rod geometry and every material. If required, process monitoring can also be integrated to provide information on the quality of the cracking process at all times.
Special feature:
Hydraulically actuated wedge system
Permanent further development
Connecting rods are naturally highly stressed components, but are also subject to constant technical development. We support our customers in various development phases with our state-of-the-art testing area:
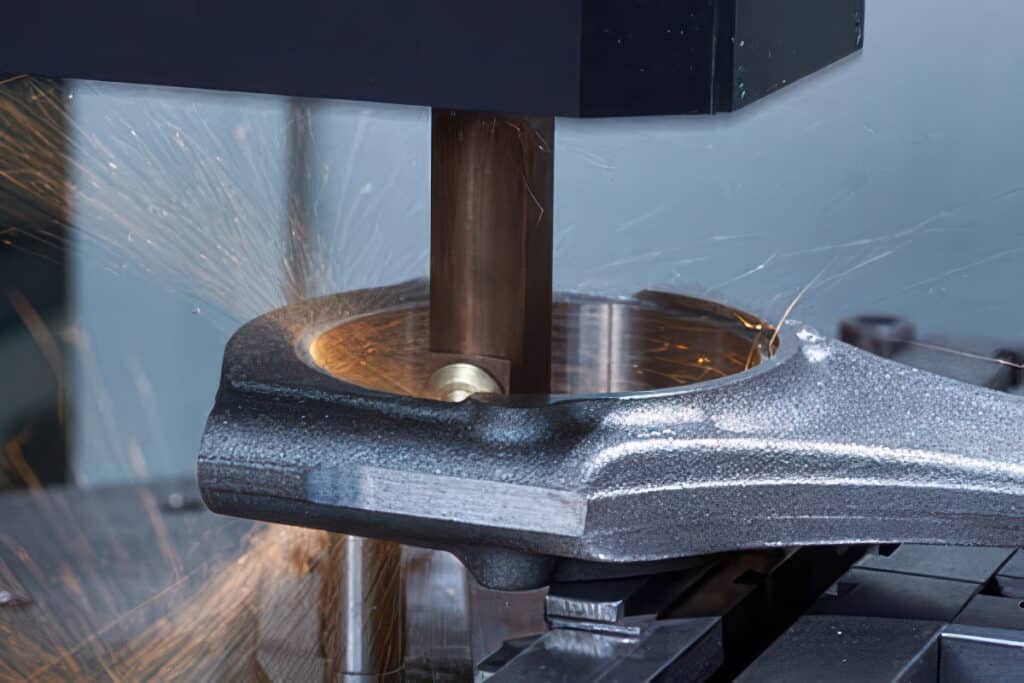
In the breakage separation station, the bearing webs are broken using a cracking mandrel. The cracking mandrel moves through the crankshaft main bearing bores. The bearing webs are cracked sequentially.
The bearing caps are also supported hydraulically during the fracture separation process. This support ensures an even breakage process on both sides.
Scabbing
First, the screws are fed in manually or, optionally, automatically and pre-tightened. In the next step, the screw connection is slightly loosened again and, optionally, a vibrating device is activated to remove any loose particles from the parting surfaces.
In the next step, the screws are finally tightened to a defined torque.
Pressing in

The bushes are automatically fed in and – if necessary – aligned before being pressed in. The bushing is then pressed in using an electric press-in spindle with simultaneous monitoring of the press-in force and press-in depth.
If necessary, the small eye of the connecting rod can also be heated to reduce the force required to press in the bushing. The bushing can also be calibrated as an option.