
Ganzheitliche Lösungen
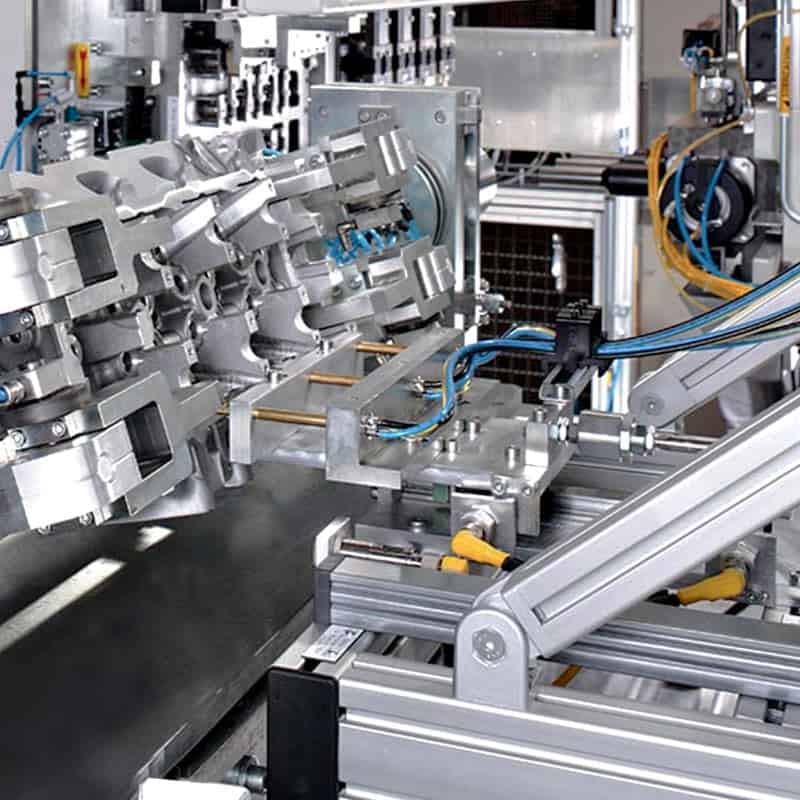
In den Fertigungslinien für Zylinderköpfe und Kurbelgehäuse existieren neben den reinen Zerspanungsprozessen auch zahlreiche Montage- und Prüfoperationen, die auf hochautomatisierten Anlagen von AST realisiert werden. Mit unserer langjährigen Erfahrung gehören wir zu den führenden Anbietern für diese Lösungen.
Zylinderkopf – Montagemaschinen
Für nachfolgende Operationen bieten sich unsere Montageanlagen an:
- Montage/ Demontage von Adapterplatte oder Nullpunktspannsystem
- Einpressen von Ventilsitzringen und Ventilführungen mit oder ohne Stickstoffunterkühlung
- Montage von Nockenwellen-Lagerdeckeln mit Schrauben zuführen und verschrauben
- Montage von Stehbolzen
- Montage von Verschlussteilen (Kugeln, Deckel, KOENIG Expander)
- Leckagetest
- End of Line (EOL) Inspektionplatz
Kurbelgehäuse – Montagemaschinen
Für folgende Montageoperationen bieten wir Montageanlagen an:
- Montage/ Demontage von Adapterplatte oder Nullpunktspannsystem
- Montage von Zylinderlaufbuchse
- Montage/ Demontage von Honbrille
- Montage/ Demontage von Kurbelwellen- Lagerdeckeln oder Lagerrahmen (Bedplate)
- mit Schrauben zuführen und verschrauben
- Montage von Lagerschalen
- Montage von Verschlussteilen
- Leckagetest
- End of Line (EOL) Inspektionsplatz
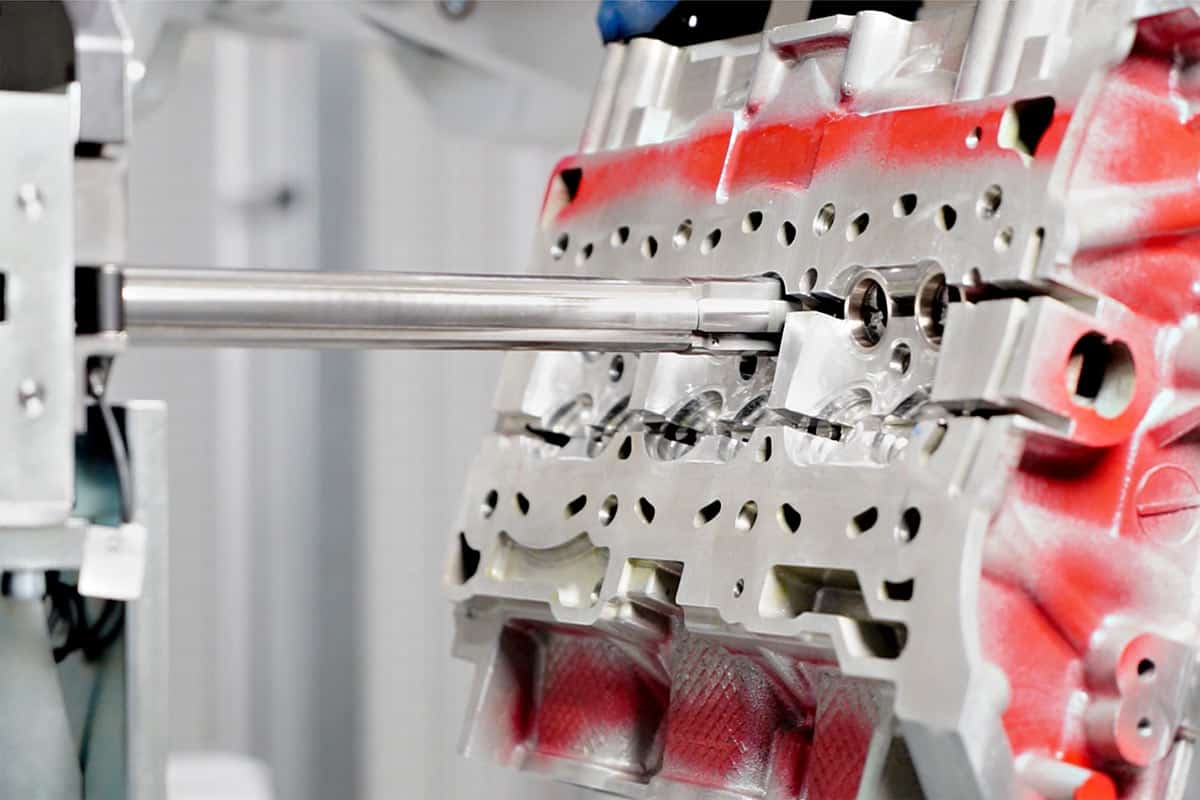
Ventilsitzringe und Ventilführungen – Vollautomatisch

Montagemaschinen für die Montage von Ventilsitzringen und Ventilführungen integrieren die Prozesse:
- Automatisches Beladen und Entladen des Werkstückes
- Zuführen von Ringen und Führungen mit Prüfung von Lage und Länge bzw. Durchmesser
- Unterkühlen der Ringe und Führungen im Stickstoffbad (Option)
- Beölen der Zylinderkopfbohrungen
- Einpressen von Ringen und Führungen mit elektrischen Pressenspindeln
- Überwachung des Fügeprozesses mittels integrierter Kraft-/ Wegüberwachung
Ventilsitzringe und Ventilführungen – Halbautomatisch (Offline)

Halbautomatische Montagestationen für die Montage von Ventilsitzringen und Ventilführungen integrieren die Prozesse:
- Manuelles Beladen und Entladen des Werkstückes
- Zuführen von Ringen und Führungen manuell mit Poka Yoke Einrichtung
- Unterkühlen der Ringe und Führungen im Stickstoffbad (Option)
- Manuelles Beölen der Zylinderkopfbohrungen
- Automatisches Einpressen von Ringen und Führungen mit elektrischen Pressenspindeln
- Überwachung des Fügeprozesses mittels integrierter Kraft-/ Wegüberwachung
- Anzeige der Ergebnisse auf Bildschirm
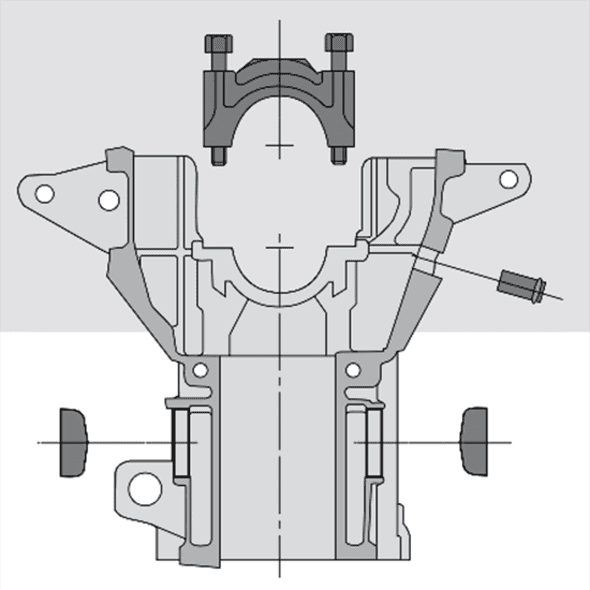
Lagerdeckel – Vollautomatisch

Montagemaschinen für die Montage von Nockenwellenlagerdeckeln oder Kurbelwellenlagerdeckeln integrieren die Prozesse:
- Automatisches Beladen und Entladen des Werkstückes
- Bereitstellen von Lagerdeckeln als Schüttgut, auf Paletten oder auf Zuführbändern
- Zuführen der Lagerdeckel
- Aufsetzen der Lagerdeckel
- Schrauben zuführen und stecken
- Verschrauben der Lagerdeckel
- Überwachung des Schraubprozesses mittels Drehmoment-/ Winkelüberwachung
Lagerdeckel – Halbautomatisch (Offline)
Halbautomatische Montagestationen für die Montage von Nockenwellenlagerdeckeln integrieren die Prozesse:
- Manuelles Beladen und Entladen des Werkstückes
- Bereitstellen von Lagerdeckeln als Schüttgut oder auf Paletten
- Manuelles Aufsetzen der Lagerdeckel mit Hilfe von Einlegemasken
- Manuelles Zuführen der Schrauben und Stecken
- Automatisches Verschrauben der Lagerdeckel
- Überwachung des Schraubprozesses mittels Drehmoment-/ Winkelüberwachung
- Anzeige der Ergebnisse auf Bildschirm
Montage von Verschlussteilen
Montagemaschinen für Verschlussteile integrieren die Prozesse:
- Automatisches Beladen und Entladen des Werkstückes
- Bereitstellen und Zuführen der Montageteile mittels Sortiertöpfen oder Stufenförderer
- Benetzen der zu verschließenden Bohrungen mit Dichtmittel (Loctite)
- Einpressen von Kugel und Deckeln
- Setzen von KOENIG Expandern
- Integrierter Leckagetest (Option)
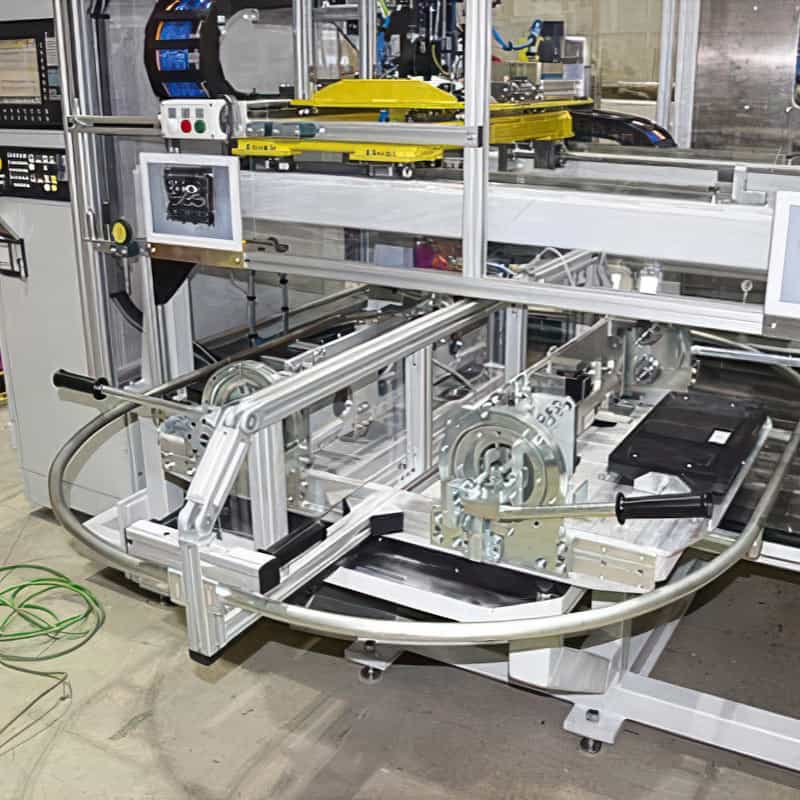
Warmfügen von Zylinderlaufbuchsen

Montageanlagen für das Fügen von Zylinderlaufbuchsen in Zylinderbohrungen integrieren die Prozesse:
- Automatisches Beladen und Entladen der Werkstücke
- Die Kurbelgehäuse werden in einem Ofen auf ca. 200 Grad erwärmt
- Ein erwärmtes Kurbelgehäuse wird einer Fügestation zugeführt
- Ein Roboter führt die temperierten Laufbuchsen der Fügestation zu
- In der Fügestation werden die Laufbuchsen ausgerichtet, definiert in die Zylinderbohrung geführt
- Abkühlen des Kurbelgehäuses auf Umgebungstemperatur
In einer nachfolgenden Prüfstation wird das Ergebnis des Fügeprozesses überwacht.